April 1, 2007
By Darren Dolcemascolo
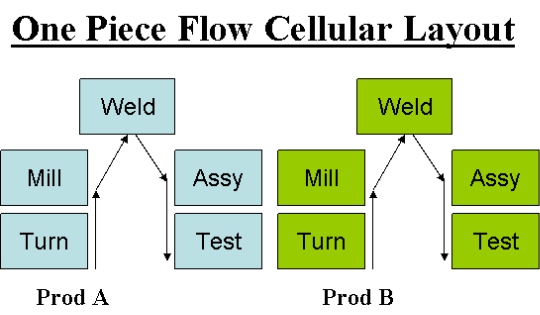
Sometimes referred to as “single piece flow” or “continuous flow,” one piece flow is a key concept within the Toyota Production System. Achieving one-piece flow helps manufacturers achieve true just-in-time manufacturing. That is, the right parts can be made available when they are needed in the quantity they are needed. In the simplest of terms, one-piece flow means that parts are moved through operations from step-to-step with no WIP in between either one piece at a time or a small batch at a time. This system works best in combination with a cellular layout in which all necessary equipment is located within a cell in the sequence in which it is used. While many are familiar with the terminology, there is still a significant amount of confusion regarding what one piece flow means and, more importantly, how to achieve it.

Let us begin by stepping back and attempting to understand the concept of “connected flow.” Achieving connected flow means implementing a means of connecting each process step within a value stream. In a typical MRP batch and queue manufacturing environment as illustrated above, parts move from functional area to functional area in batches, and each processing step or set of processing steps is controlled independently by a schedule. There is little relationship between each manufacturing step and the steps immediately upstream or downstream. This results in:
When we achieve connected flow, there is a relationship between processing steps: that relationship is either a pull system such as a supermarket or FIFO lane or a direct link (one-piece flow). As illustrated below, one-piece flow is the ideal method for creating connected flow because product is moved from step-to-step with essentially no waiting (zero WIP).
Why would we not always create one-piece flow for every set of processes within a value stream? To be good candidates for one piece flow, we must have the following conditions:
Without the above conditions in place, some other form of connecting flow must be used. This means that there will be a buffer of inventory typically in the form of a supermarket or FIFO lane between processes; the goal would be to eventually achieve one-piece flow (no buffer) by improving the processes.
If a set of processes is determined to a candidate for one-piece flow, then the next step is to begin implementation of a one-piece flow cell.
The first step in implementing a one-piece flow cell is to decide which products or product families will go into the cells, and determine the type of cell: Product-focused or mixed model. For product focused cells to work correctly, demand needs to be high enough for an individual product. For mixed model cells to work, changeover times must be kept short; a general rule of thumb is that changeover time must be less than one takt time.
The next step is to calculate takt time for the set of products that will go into the cell. Takt time is a measure of customer demand expressed in units of time and is calculated as follows:
Takt Time = Available work-time per shift / Customer demand per shift
Next, determine the work elements and time required for making one piece. In much detail, list each step and its associated time. Time each step separately several times and use the lowest repeatable time.
Then, determine if the equipment to be used within the cell can meet takt time. Considerations here include changeover times, load and unload times, and downtime.
The next step is to create a lean layout. Using the principles of 5S (eliminating those items that are not needed and locating all items/equipment/materials that are needed at their points of use in the proper sequence), design a layout. Space between processes within a one-piece flow cell must be limited to eliminate motion waste and to prevent unwanted WIP accumulation. U-shaped cells are generally best; however, if this is impossible due to factory floor limitations, other shapes will do. For example, I have implemented S shaped cells in areas were a large U-shape is physically impossible.
Finally, balance the cell and create standardized work for each operator within the cell. Determine how many operators are needed to meet takt time and then split the work between operators. Use the following equation:
Number of Operators = Total Work content / Takt time
In most cases, an “inconvenient” remainder term will result (e.g., you will end up with Number of Operators = 4.4 or 2.3 or 3.6 instead of 2.0, 3.0, or 4.0) If there is a remainder term, it may be necessary to kaizen the process and reduce the work content. Other possibilities include moving operations to the supplying process to balance the line. For example, one of my clients moved simple assembly operations from their assembly line to their injection molding operation to reduce work content and balance the line.
After implementation is complete, one-piece flow must be sustained through regular auditing of standardized work.
One piece flow is one of the key concepts within lean manufacturing; in most cases, a piece of a value stream can be transformed into a one-piece flow operation. While one-piece flow is not always achievable for an entire door-to-door value stream, manufacturers must continually improve their processes in an attempt to get closer and closer to true one piece flow. This will reduce inventory levels, reduce manufacturing lead time, and improve customer service levels.
Click here to subscribe to our free e-newsletter Learning to Lean and receive a free template plus articles and videos each month.